26. Through the courtesy of the Pennsylvania Railroad we are permitted
to publish on page 27 et seq., some extracts from the official report giving
the results of the tests of Locomotive 60,000 on the locomotive test plant.
These extracts deal with all the more important phases of the operation
of the locomotive and give also the complete data of the observations made so
that a more detailed study may be made by those interested.
The report as quoted presents the observed facts without comment. It is,
therefore, supplemented by the present discussion which endeavors to give a
certain perspective to the figures, and to establish their relation to similar
figures from locomotives of more conventional design.
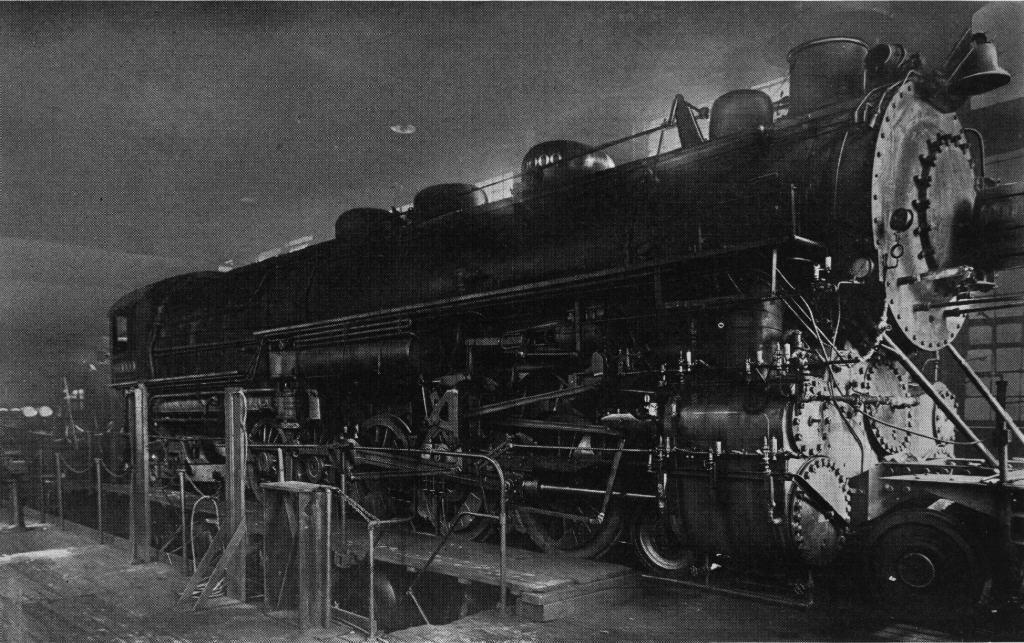
27. The locomotive test plant is too well known to require detailed
description. On it a locomotive under test is supported as shown in Figure 15
on carrying wheels which are controlled by hydraulic friction brakes so that
the power developed can be absorbed, while the tractive effort is measured by
a dynamometer.
On the test plant it is possible to run a locomotive continuously for an
hour or more with perfect uniformity of speed and cut-off. At the same time
water and coal measurements, and observations of draft and temperature, can be
made with an accuracy unattainable in road tests.
Locomotive Number 60,000 on the Altoona Test Plant
While all test measurements can be made with much more facility and accuracy on the test plant, this is particularly true of indicator diagrams. In the case of road tests, corrections are necessary for acceleration due to grades or change of speed, and it is always possible, by a change in throttle or reverse lever, to produce a card which does not in any way correspond to the speed at which the engine is running. On the test plant such irregularities cannot occur, and the indicator cards are far more reliable than those obtained in road service.
28. The tests made by the Pennsylvania Railroad on Locomotive 60,000 covered speeds from 80 to 200 revolutions per minute (15 to 37.5 miles per hour), and cut-offs from 50 to 90 per cent in the high-pressure, and 20 to 70 per cent in the low-pressure cylinders. The indicated horse-power developed ranged from 1500 to 4500, at which figure the capacity of the test plant was reached, otherwise a higher power could have been developed.
29. Maximum power was developed at 200 revolutions per minute with a cut- off of 80 per cent in the high and 50 per cent in the low-pressure cylinders. With these conditions held constant during a test run of one hour's duration, the following results were obtained:
Indicated horse-power..................... 4515
Equivalent evaporation, pounds per hour.... 83,769
Coal fired, total dry coal, pounds per hour... 11,827
" " dry coal per square foot of grate,
pounds per hour...................... 143
Boiler efficiency, per cent.................. 51
Steam per indicated horse-power hour, pounds 14.9
Dry coal per " " " " " 2.7
Draw bar pull, pounds..................... 35,000
During this test the boiler pressure averaged 344 pounds per square inch,
with a temperature of 683 degrees F. or 257 degrees superheat in the branch
pipe. The horse-power and equivalent evaporation of this test are both higher
than have been reached with any other locomotive on the test plant. They
represent approximately the maximum values likely to be reached by Locomotive
60,000 in regular operation, although as stated elsewhere, they could have
been exceeded if the capacity of the test plant had not been reached.
31. Particulars of the boiler efficiency are given in section 47. When plotted against the rate of firing per square foot of grate per hour as in Fig. 21, the boiler efficiency is well represented by a straight line ranging from about 67 per cent at 40 pounds of dry coal per square foot of grate per hour to about 53 per cent at 140 pounds of dry coal per square foot of grate per hour.
More detailed information on the boiler efficiency is given by the heat balances plotted in Fig. 22, and by the determination of the efficiencies of heat production and heat absorption. As shown in Fig. 23 the efficiency of heat absorption is about 82 per cent at all rates of working, while the efficiency of combustion falls off as the rate of firing increases.
Comparison of these efficiencies with those obtained from modern boilers with fireboxes of the conventional type shows little difference in the overall boiler efficiency. The tests show that the water-tube firebox has little effect on steam production. Its purpose is to eliminate the necessity for flat stayed surfaces in a high-pressure boiler.
32. Examination of the figures of Item 24 on page 52 shows that the temperature of the steam in the branch pipe ranged from 568 degrees F. at the lowest power to 683 degrees at high power. These figures compare closely with those usually obtained with other locomotives. The superheat corresponding to the foregoing figures varies from 135 to 257 degrees, item 34a, page 54.
Examination of the information available from published records shows that the best water rate on record for an American locomotive ranges from 15.5 to 19 pounds, these figures being obtained with 250 pounds per square inch boiler pressure. The usual modern locomotive with a boiler pressure of 200 pounds per square inch and possible full stroke cut-off will usually be found to have a water rate ranging from 17 to 27 pounds per indicated horse-power hour.
It is evident that in Locomotive 60,000 the combination of high pressure and high expansion gives a high degree of engine efficiency.
34. The ratio of expansion computed by Heck's method is shown in Fig. 42, see section 52.
35. Section 53 reports on the pressures at release and at the end of expansion. Owing to the high ratio of expansion obtained in the compound cylinders of Locomotive 60,000, the pressures at the end of expansion are less than would usually be obtained in single expansion cylinders using steam of lower initial pressure. This is a factor in increasing the cylinder efficiency. At the end of expansion the steam is exhausted and loses pressure without doing useful work. This represents a loss which can be reduced by a high ratio of expansion which produces low pressures at the end of expansion.
36. The proportion of power developed respectively by the high and by the low-pressure cylinders is discussed in section 54. It varies with the speed and cut-off. At 200 revolutions per minute and a cut-off of 80/50 when developing 4500 horse-power as above, the high-pressure cylinder delivers 1080 horse-power or 24 per cent of the total, leaving an average of 38 per cent for each of the low-pressure cylinders. That is, at this speed .and cut- off, the high-pressure cylinder does about one-third less worth than each of the low-pressure cylinders. If the speed of 200 revolutions per minute be maintained and the cut-off shortened to 60/30 the indicated horse-power drops to 2880, of which only 145 horse-power or 5 per cent is contributed by the high-pressure cylinder. This combination of cut-off and speed does not represent conditions likely to be met in actual service, as the power developed is only slightly over one-half that of which the engine is capable.
The cylinders were designed to give equal work up to approximately 22 miles per hour, after which, as the tests verify, the inside engine is relieved with increasing speed.
37. These tests, which are reported in section 60,are interesting in showing that a drawbar pull less than the maximum capacity of Locomotive 60,000, can in many cases be obtained more economically by throttling than by shortening the cut-off. This is contrary to the generally accepted practice with ordinary single expansion locomotives, but for Locomotive 60,000 is borne out by experience in road tests. In actual service it is usually better to use the throttle rather than the reverse lever for minor reductions in tractive effort.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}